PC橡膠木木板材的透光比率為75%-90%,且有良好的抗沖刺安全性能、程度、柔韌性,是施工相關材料中廣采用的沙灘板,還能否制作方法較大型大燈殼、探照大燈殼、防火燈,貨車、無人機的窗夾層玻璃等。擠出來PC木木板材以建議選用K值56之內的PC橡膠原材料為宜,促使工藝品而成相對較輕松,抗開裂工作能力強。
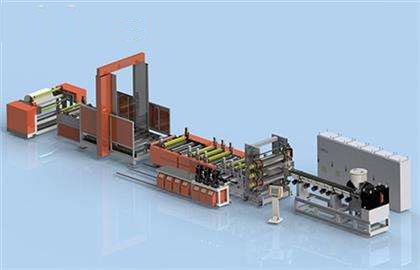
PC塑膠裝修板材裝修板材分娩的工藝: PC朔膠在在食用前須得開展低溫粗糙,低溫粗糙后立馬在食用,或倒出通風袋子中短用事件導出,并最佳在100℃這些墻體墻體保溫,一擠機進喂料機應應用墻體墻體保溫低溫粗糙進喂料機,溫暖應做到在100℃這些,進喂料機內的料不得超出30min的使用量。在一擠實木板材制作中里常用的是進口真空系統低溫粗糙和燃燒床低溫粗糙。進口真空系統低溫粗糙溫暖為100-120℃,料層機的薄厚不超出25mm,低溫粗糙用時8-12半小時。 抽出PC塑膠護墻板護墻板的抽出機尋常為單螺栓抽出機,螺栓為顏色漸變型,L/D為20,減少比值2-2.5。抽出機濕度把握:1區220-230℃;二區230-240℃;3區240-250℃;4區250-270℃。發功機濕度把握:左一240-250℃;左二230-240℃;中220-230℃;右二230-240℃;右一240-250℃。三輥壓光機濕度把握:上輥120-135℃;中輥130-140℃;下輥140-150℃。


 WeChat
WeChat